Rodzaje noży tokarskich: co musisz wiedzieć?
Toczenie to jedna z podstawowych technik obróbki skrawaniem. Jej istotą jest uzyskanie założonego kształtu poprzez stopniowe zdejmowanie kolejnych warstw z powierzchni obrabianego materiału w trakcie jego ruchu obrotowego. Urządzeniem służącym do toczenia jest tokarka, zaś bezpośrednim narzędziem skrawającym nóż tokarski. Wykorzystując odpowiednio dobrane noże tokarskie możemy dokonać toczenia zewnętrznego i wewnętrznego, przecinania, wcinania, rowkowania i gwintowania.
Rodzaje noży tokarskich i ich zastosowanie
Podziału noży tokarskich można dokonać ze względu na różne kryteria. W literaturze fachowej często stosowane jest rozróżnienie według określonej techniki obróbki na: noże punktowe (stykające się z obrabianym materiałem punktowo, czyli tylko wierzchołkiem ostrza), noże kształtowe (do obróbki powierzchni służy krawędź ostrza) i noże obwiedniowe (kształtują powierzchnię przetaczając się po niej).
Inna popularna klasyfikacja rozróżnia noże tokarskie ze względu na ich konstrukcję:
- Noże tokarskie jednolite (noże ze stali szybkotnącej) – wykonane z jednego rodzaju materiału, najczęściej ze stali szybkotnącej HHS. Charakteryzuje je duża odporność na ścieranie i możliwość pracy w wysokich temperaturach. Sprawdzają się w obróbce wykańczającej i zgrubnej.
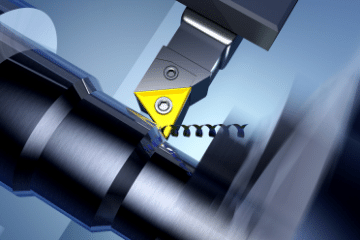
- Noże tokarskie składane – wyposażone w wymienne płytki ostrza z węglików spiekanych, dzięki czemu minimalizowane są koszty ich eksploatacji. Stosowane do obróbki szybkościowej i wydajnościowej. Ich zaletą jest wysoka precyzja i powtarzalność działania.
- Noże z płytką lutowaną – zwane też nożami łączonymi lub bimetalowymi. Przeznaczone są do toczenia wzdłużnego, zewnętrznego oraz wewnętrznego, jak również do przecinania i planowania. Zużycie lub uszkodzenie płytki oznacza konieczność zakupu nowego noża.
- Noże tokarskie oprawkowe – ich głównym zadaniem jest wykonywanie nowych noży tokarskich o nieregularnych kształtach – noży promieniowych, przezieraków, wytaczaków i zdzieraków. Produkowane są ze stali SW18 oraz HSS i w zależności od przeznaczenia różnią się kształtem – najczęściej jest to kwadrat, prostokąt oraz okrąg.
Geometria w praktyce: Podział technologiczny i kinematyka pracy
Wybór odpowiedniego noża to nie tylko kwestia materiału, ale przede wszystkim planowanej ścieżki narzędzia i sztywności układu. W profesjonalnym procesie rozróżniamy:
- Noże boczne wygięte (ISO 2 / DIN 4972): Kluczowe przy operacjach wymagających dużej sztywności. Wygięcie trzonka pozwala na dojście do powierzchni czołowych bez ryzyka kolizji imaka z detalem.
- Noże spiczaste (ISO 4 / DIN 4975): Idealne do obróbki konturowej i profilowania. Ich geometria pozwala na pracę w obu kierunkach przy zachowaniu precyzyjnego promienia wierzchołka.
- Noże czołowe (ISO 6 / DIN 4980): Przeznaczone do planowania powierzchni czołowych oraz toczenia wzdłużnego z dużym kątem przystawienia, co minimalizuje siły odpychające nóż od detalu.
- Wytaczaki (ISO 8/9 / DIN 4973/4974): Narzędzia o przekroju kołowym lub podfrezowanym, gdzie kluczowym parametrem jest sztywność przy wysokim wysięgu (L/D).
Optymalizacja parametrów - geometria ostrza a rodzaj materiału
Dla profesjonalisty kąt natarcia oraz kąt przyłożenia to parametry krytyczne, decydujące o temperaturze w strefie skrawania i trwałości ostrza.
| Materiał obrabiany | Kąt natarcia (γ) | Kąt przyłożenia (α) | Charakterystyka obróbki |
|---|---|---|---|
| Stal hartowana (>45 HRC) | -5° do 0° | 5° do 8° | Wymagana ujemna geometria dla wzmocnienia krawędzi (CBN). |
| Stal węglowa / Staliwo | 10° do 15° | 6° do 10° | Balans między ostrością a wytrzymałością cieplną. |
| Tworzywa sztuczne / Poliamid | 20° do 30° | 10° do 15° | Bardzo ostra krawędź zapobiegająca „topieniu” materiału. |
| Stale nierdzewne (INOX) | 12° do 18° | 8° do 12° | Konieczna geometria zapobiegająca umocnieniu zgniotowemu. |

Oznaczenia noży tokarskich do konkretnych materiałów
Stosowane w nożach tokarskich ostrza dedykowane są do obróbki konkretnych materiałów. Ich rozróżnienie ułatwiają stosowane oznaczenia kolorystyczne zgodne z międzynarodową normą ISO:
- grupa P, niebieska – obróbka stali i staliwa. Dodatkowe oznaczenia (S10, S20, S30) wskazują poziom dokładności obróbki (dokładna, średnio-dokładna, zgrubna).
- grupa M, żółta – obróbka stali nierdzewnej (w tym stal: manganowa, nierdzewna, żaroodporna, żarowytrzymała i metale kolorowe), staliwa i żeliwa.
- grupa K, czerwona – obróbka żeliwa, stali stopowych, austenitycznych stopów metali kolorowych oraz materiałów niemetalicznych dających krótki wiór, stopy miedzi, stopy lekkich materiałów żaroodpornych i tworzywa sztuczne. Oznaczenia K10 i K20 wskazują poziom dokładności obróbki: dokładna/średnio-dokładna, średnio-dokładna/zgrubna.
Dodatkowo, w poszczególnych krajach bywają stosowane oznaczenia lokalne, np. PN (Polska), DIN (Niemcy) czy GHOST (Rosja).
Noże tokarskie w ofercie ART-MET

Firma ART-MET oferuje szeroki wybór noży tokarskich renomowanych firm, takich Fenes czy Pafana. Noże wszystkich wymienionych wyżej typów i kategorii są dostępne w różnych kształtach i wymiarach: noże czołowe, wygięte, proste, spiczaste, szerokie, do gwintu wewnętrznego i zewnętrznego. Można je mocować na centrach tokarskich, tokarkach karuzelowych, obrabiarkach wielozadaniowych i dużych obrabiarkach z przesuwną głowicą. Umożliwiają uzyskanie każdego poziomu dokładności obróbki oraz profilowanie nawet dużych przedmiotów.
Problemy w procesie toczenia
Jeśli nóż „drży” lub generuje pisk, przyczyną jest zazwyczaj brak sztywności w układzie OUPN lub zbyt duży promień wierzchołka płytki w stosunku do głębokości skrawania.
Rozwiązanie: Należy zmniejszyć promień wierzchołka lub zwiększyć posuw, aby „docisnąć” narzędzie do materiału, co stabilizuje proces. Przy wysokich wysięgach (L/D > 4) konieczne jest zastosowanie wytaczaków antywibracyjnych.
Długi, „wstążkowy” wiór to nie tylko zagrożenie dla operatora, ale ryzyko porysowania gotowej powierzchni detalu. Świadczy to o niedopasowaniu łamacza do parametrów pracy.
Przyczyna: Zbyt mała głębokość skrawania - wiór „prześlizguje się” nad łamaczem, nie ulegając odkształceniu.
Rozwiązanie: Zwiększ posuw lub zmień płytkę na taką o agresywniejszej geometrii łamacza, dedykowanej do obróbki wykańczającej
Jeśli krawędź tnąca traci geometrię zbyt szybko, prawdopodobnie dobrano zbyt wysoką prędkość skrawania dla danego gatunku węglika lub powłoki.
Przyczyna: Przekroczenie temperatury bezpiecznej dla powłoki (np. TiAlN), co prowadzi do mikro-wykruszeń.
Rozwiązanie: Zredukuj prędkość obrotową wrzeciona na rzecz zwiększenia posuwu lub przejdź na płytkę o wyższej twardości gorącej (np. gatunki dedykowane do grupy ISO S lub H).
Zjawisko typowe dla materiałów ciągliwych (aluminium, stal niskowęglowa, stal nierdzewna), gdzie materiał „przykleja się” do powierzchni natarcia, zmieniając geometrię ostrza.
Przyczyna: Zbyt niska prędkość skrawania lub niedostateczne smarowanie strefy styku.
Rozwiązanie: Zwiększ prędkość skrawania, aby wyjść poza zakres tworzenia się narostu, oraz zastosuj wysokociśnieniowe chłodzenie skierowane bezpośrednio na krawędź tnącą